-

江苏江河机械制造有限公司
主营:耐磨闸阀,薄型闸板阀,充气式圆**阀,耐磨陶瓷旋转进料阀,双闸板气动出料阀,电动圆**进料阀 - 18021994322

江苏江河机械制造有限公司
主营:耐磨闸阀,薄型闸板阀,充气式圆**阀,耐磨陶瓷旋转进料阀,双闸板气动出料阀,电动圆**进料阀 8
8
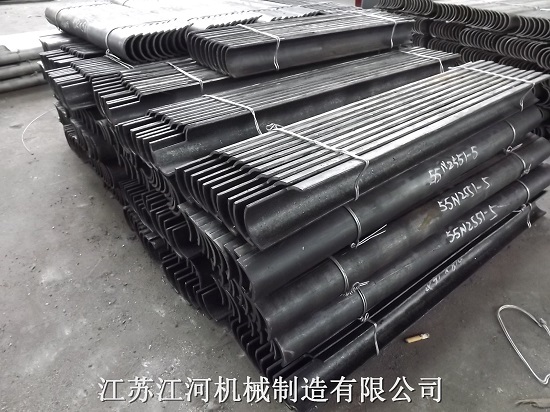
防磨瓦的制作工艺 现在的防磨瓦制作都是采用较高压力的压力机、专业模具压制,制作时间短,焊接性能好、焊接不宜脱落,表面光滑,外观漂亮。带弯防磨瓦通过在压力机上压制成型或者在弯管机上用**磨具弯制而成。 卡环:又称卡箍、抱箍、管卡、盖板、压板,和防磨瓦配套的使用,就是方便安装防磨瓦到管子上的卡子,一般和防磨瓦采用搭接焊接,所以比防磨瓦要做的大一些,一般是做190-200度左右(防磨瓦是180度半圆),开口也要稍大一些才能和防磨瓦扣在一起,还要留出焊接位置,方便焊接固定。一般每件防磨瓦需要配2—4个卡环,间距200-500mm。?? ??防磨瓦的截面形状大部分是半圆形(180度),也有120—160度的,主要使用在带鳍片的管子上(水冷壁);防磨瓦分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型弯防磨瓦等。直防磨瓦长度20mm—3000mm不等,一般长度1000-2000mm比较常用见;带弯的防磨瓦一般要求提供加工图纸,并且图纸上要有以下参数:所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度。 防磨瓦的较基本参数就是所使用的管子的外径φ(也就是防磨瓦的内径),管子主要规格有:32、38、42、44.5、48、51、57、60、63.5、76、89mm等等;防磨瓦内径通常比所使用管子外径大1-3mm不等,具体根据实际要求。 【以上文章来源于江苏江河专注锅炉燃烧器耐磨耐热配件的公司(),转载请注明出处哟!】